
Tool tip fracture is mainly caused by excessive cutting loads. The strength of the tool tip is insufficient to withstand the high cutting loads.
The cutting load includes not only the magnitude of the cutting force but also the degree of variation in the cutting force.
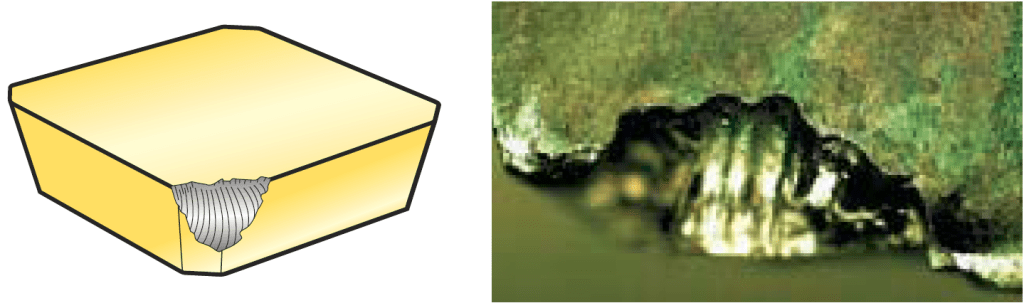
Tool tip fractures caused by mechanical overload typically occur at the moment of tool entry or exit. They are often characterized by irregular fractures on the back face of the tool tip’s rounded corner.
The following situations are prone to tool tip fractures:
- Intermittent cutting conditions
- Uneven cutting depth
- Insufficient rigidity in the cutting conditions
- Inhomogeneous workpiece material (presence of hard spots, pores, anisotropic materials, etc.)
Improvement
Reduce the feed rate or cutting depth:
To decrease the mechanical cutting load.
Inspect the cutting system conditions:
Especially the workpiece clamping and tool cushioning conditions, to ensure stability in the cutting system.
Choose tool materials with better toughness:
To enhance the impact resistance of the tool tip.
Select high-strength chip breaker designs:
To increase the cutting edge strength of the tool.
Check the uniformity of the workpiece material:
Adjust the appropriate cutting path or optimize cutting parameters.
Use a reasonable tool entry angle:
To reduce the impact during tool entry into the workpiece. If necessary, reduce the feed rate when entering the workpiece.
Check the cutting allowance:
In situations where the cutting depth or width suddenly changes during the cutting process (such as corners in cavity machining), appropriately reduce the feed rate.
Moderately increase the cutting speed:
To elevate the temperature in the cutting area and improve the toughness of the tool tip if required.