
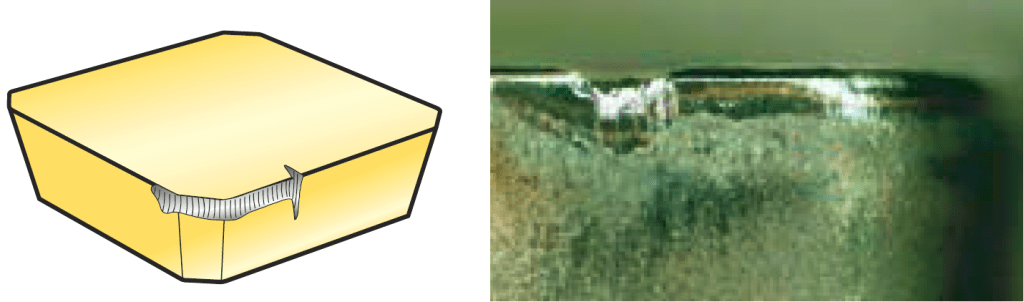
Notching, primarily occurring on the trailing face of the main cutting edge, typically appears at the edge of the contact area between the cutting edge and the chip. This is the part of the cutting edge that makes contact with the workpiece surface.
In this region of the cutting edge under high-temperature conditions, it is most susceptible to significant exposure to oxygen in the air, resulting in oxidation reactions and subsequent wearing of the oxidized tool material.
In other words, notching is usually caused by the surface conditions of the workpiece.
Surface conditions that are prone to causing notching include:
- Surface hardening due to forging or casting, resulting in a hardened outer layer on the workpiece surface.
- Surface hardening layer generated from work hardening phenomena in the workpiece material.
Improvement
Controlling variation in cutting depth:
When performing multiple passes, adjust the cutting depth for each pass to reduce the likelihood of notch wear occurring at the same location on the cutting edge.
Choose a smaller main relief angle:
Increase the engagement length between the cutting edge and the workpiece to reduce the unit load on the cutting edge.
Select tougher tool inserts:
Improve the impact resistance of the cutting edge.
Choose the appropriate chip breaker design:
Improve chip formation conditions.
Avoid the formation of work hardening layers:
For materials prone to work hardening, avoid using excessively small cutting depths to minimize the formation of hardened layers caused by work hardening.
Additionally:
Regarding notch wear, different manufacturers’ technical manuals may recommend contradictory or conflicting solutions. For example, some may suggest increasing cutting speed for optimization, while others may advise the opposite.
This indicates that there is no consensus on the mechanism of notch wear and further research is needed.