
① Toolholder type
A = Solid steel bar with internal coolant supply
E = Carbide shank bar
F = Damped, carbide shank bar
S = Solid steel bar without coolant supply
② Shank diameter
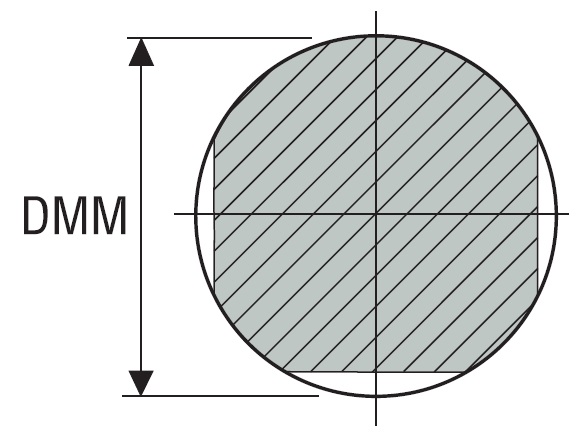
Integers to be preceded by 0
e.g.
08: DMM = 8 mm
12: DMM = 12 mm
20: DMM = 20 mm
25: DMM = 25 mm
32: DMM = 32 mm
③ Tool length
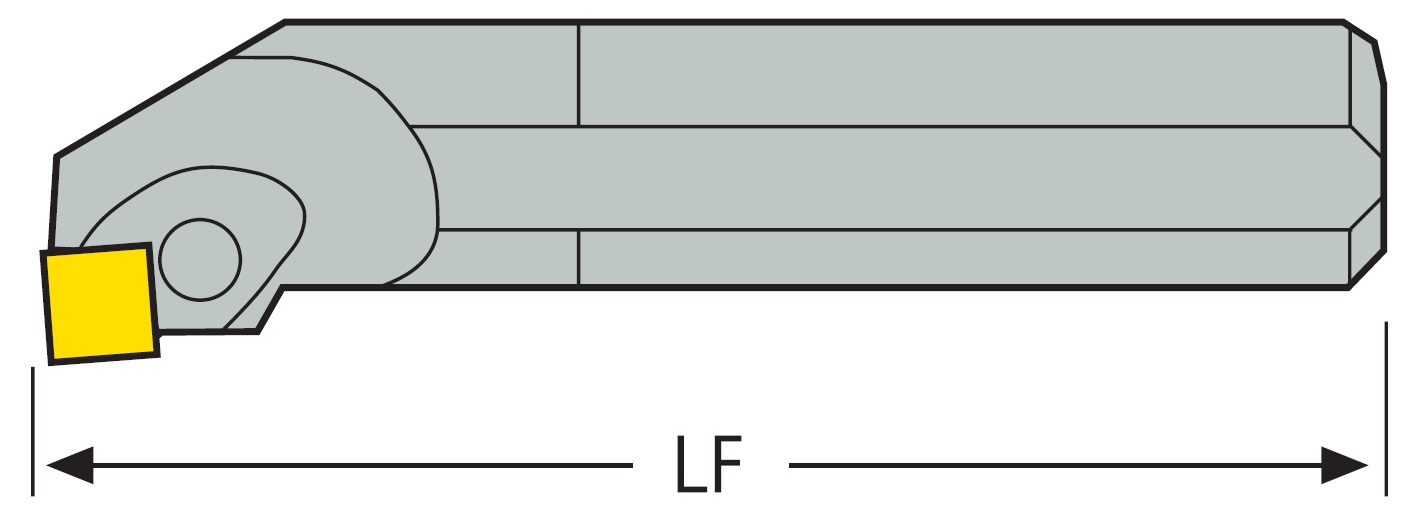
| A = 32 mm | H = 100 mm | Q = 180 mm |
| B = 40 mm | J = 110 mm | R = 200 mm |
| C = 50 mm | K = 125 mm | S = 250 mm |
| D = 60 mm | L = 140 mm | T = 300 mm |
| E = 70 mm | M = 150 mm | U = 350 mm |
| F = 80 mm | N = 160 mm | V = 400 mm |
| G = 80 mm | P = 170 mm | W = 400 mm |
| X = Special |
④ Insert clamping
C
clamp on top of insert
D
clamp on top of insert and into hole
M
top and through hole clamping
P
clamp with pin through hole
S
clamp with screw through hole
W – wedge clamping N – clamp into notch of insert
⑤ Insert shape

X – Special shapes Z – Special shapes
⑥ Tool type (approach angle)
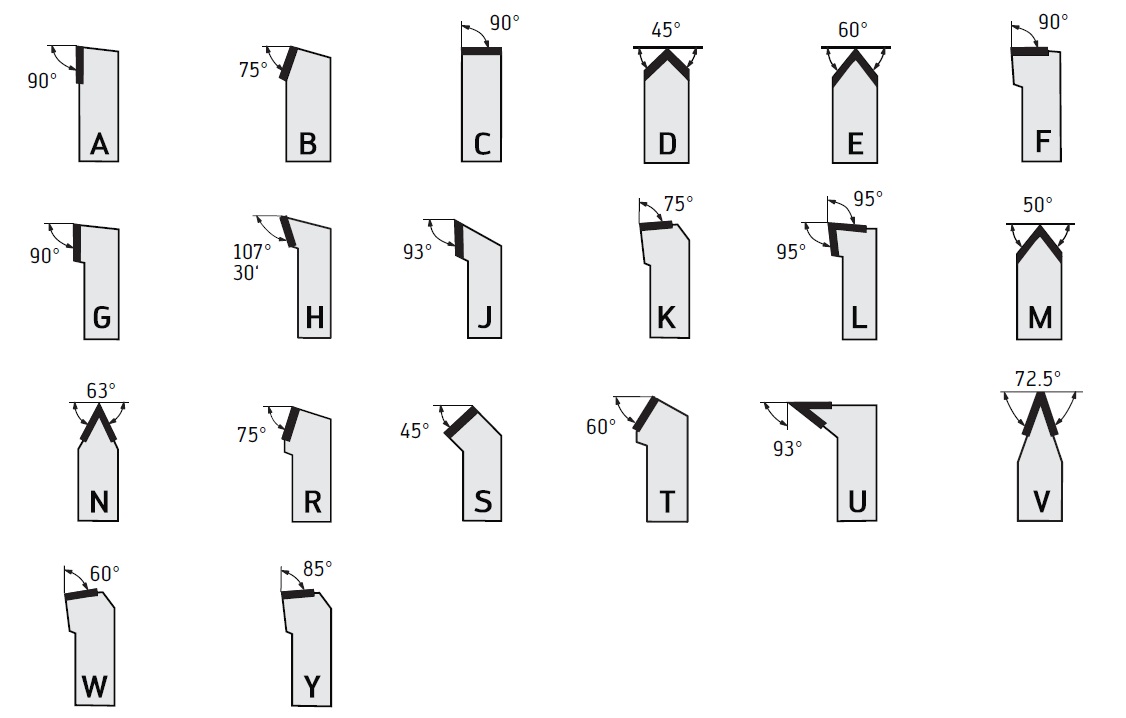
X – Approach angles not specified in the standard.
Special information required.
⑦ Insert normal clearance angle

O – Special shapes
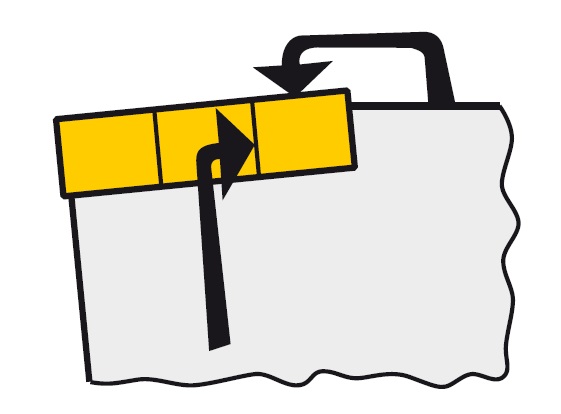
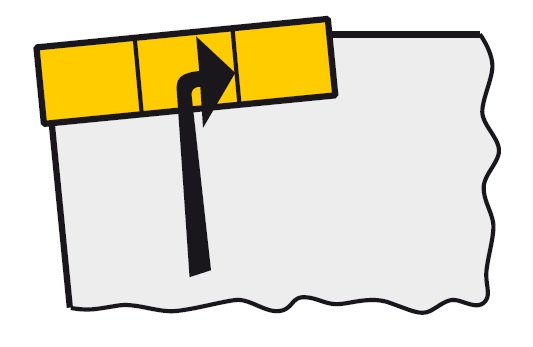
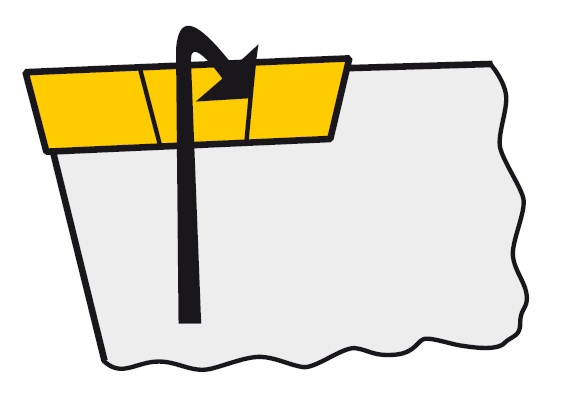
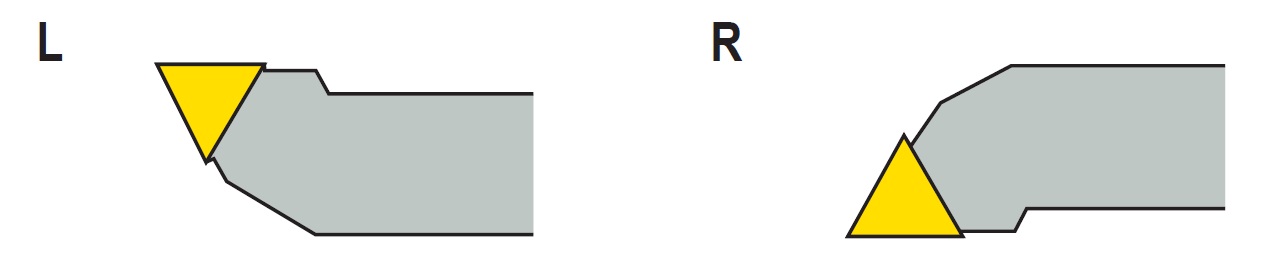
⑧ Cutting direction
⑨ Cutting edge length

⑩ Manufacturer’s option
When required a supplementary symbol of letters may be added to the ISO code, separated by a dash, e.g. W for wedge design.