
Combing thermal cracks are primarily caused by rapid fluctuations in cutting temperature.
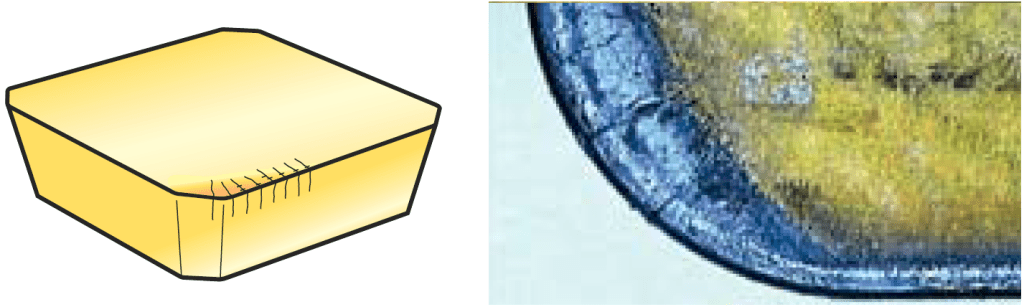
Combing thermal cracks are narrow cracks that are perpendicular to the main cutting edge and exhibit a comb-like parallel distribution.
Under the combined effects of thermal shock and mechanical load impact, stress cracks perpendicular to the cutting edge are generated along the cutting edge. Some hard alloy tool material is pulled out, resulting in a condition similar to micro-chipping (distinct from true micro-chipping, which does not exhibit comb-like cracks). Continued development of combing thermal cracks can lead to insert fracture.
Thermal shock:
Refers to the rapid and frequent changes in the working temperature of the tool blade, with alternating cycles of heating and cooling.
Mechanical load impact:
Refers to the stress variations in the cutting load, ranging from release to full load, with high-frequency fluctuations in cutting forces.
Many cutting conditions with rapid temperature fluctuations are prone to this type of damage.
For example, in intermittent cutting conditions:
When the tool cutting edge enters the workpiece, the coolant cannot reach the cutting area, and the cutting edge remains in a high-temperature state.
When the tool cutting edge exits the workpiece, the coolant rapidly cools down the cutting edge.
The high-frequency cycling of tool entry and exit leads to rapid temperature fluctuations in the cutting edge, making it susceptible to combing thermal cracks.
Milling is a typical scenario where combing thermal cracks are more common on milling inserts.
Improvement
Make proper use of coolant:
Ensure sufficient cooling or consider not using coolant to minimize temperature variations.
Choose tool materials with better toughness:
Improve the edge toughness.
Select cutting edges and chip breaker designs for light and rapid cutting:
To reduce cutting temperatures.
Reduce cutting speed or feed rate:
To lower the cutting temperature.
Change the position of the milling cutter:
Improve the frequency of insert entry and exit during workpiece machining.